Определение
Защитное заземление - преднамеренное
электрическое соединение с землёй электроустановок и кабелей, металлических
частей коммуникаций, машин и механизмов, которые нормально не находятся, но
могут оказаться под напряжением (к примеру: в случае пробоя изоляции).
Назначение
Для защиты
рабочего персонала от поражения электрическим током при прикосновении к металлическим частям электрооборудования,
оказавшимся под напряжением в случае нарушения изоляции в цепях электрического
тока.
Устройство
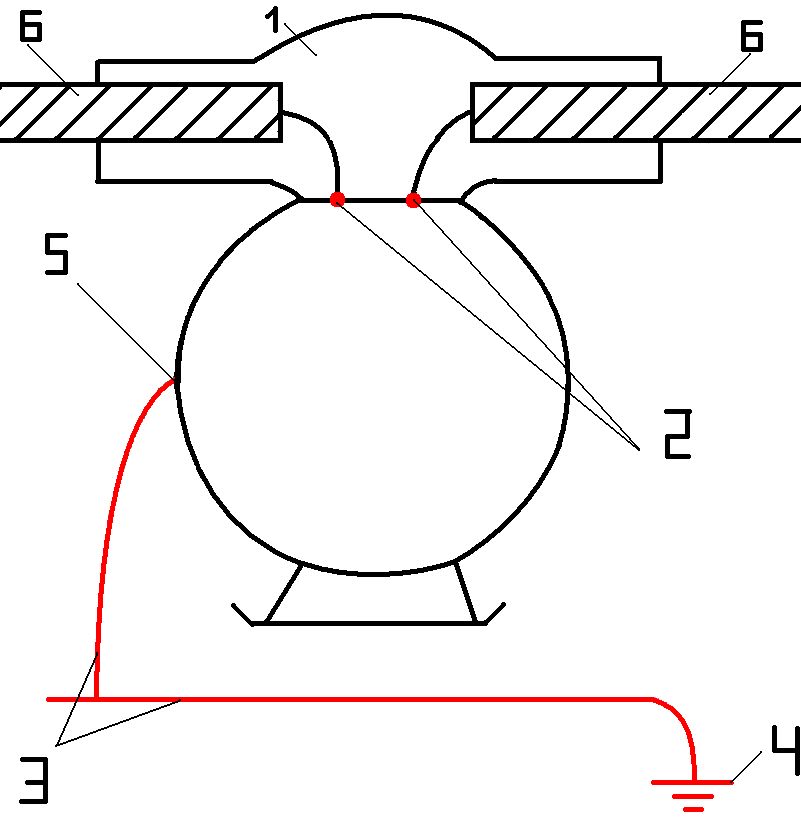
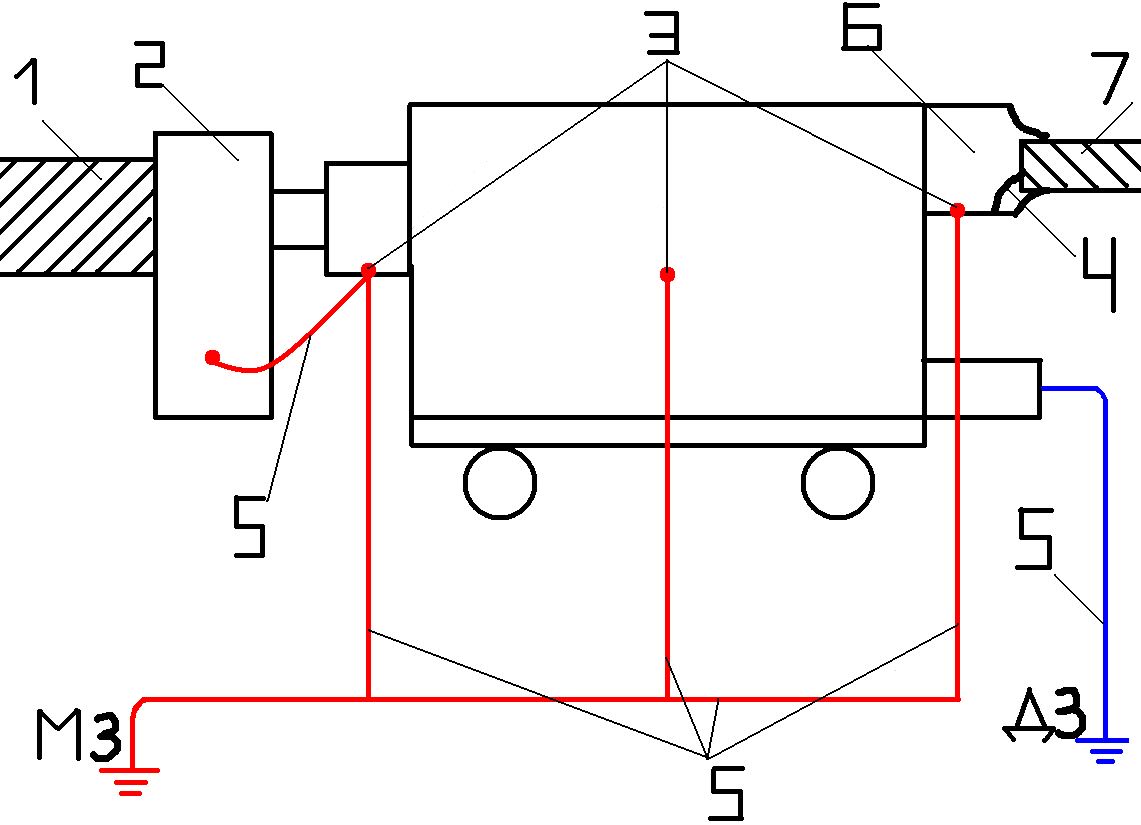
1. Заземлитель – это проводник
(электрод) находящийся с соприкосновением с землёй.
2. Заземляющий проводник (отвод) – соединяет
заземлитель с заземляющей частью электрооборудования.
 1. Заземление электрооборудования с бронированным кабелем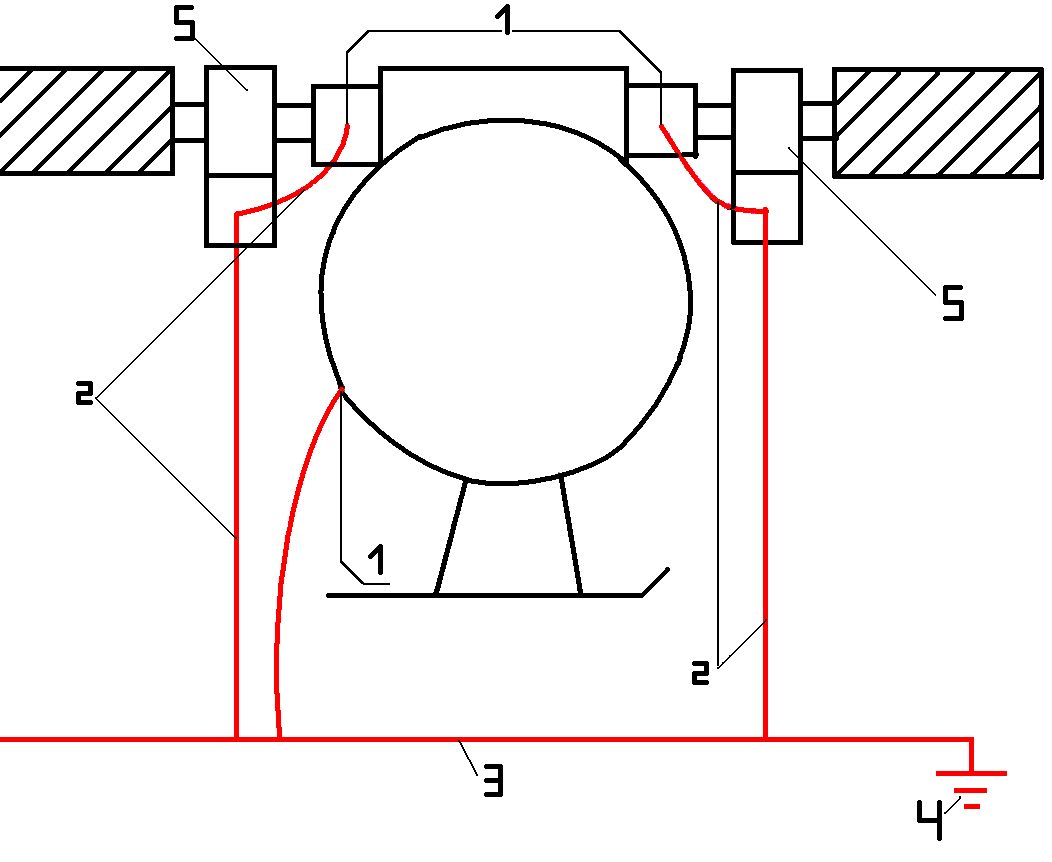
|
пятница, 21 декабря 2018 г.
Заземление

понедельник, 17 декабря 2018 г.
Слесарные операции
1. Техника разметки. Инструменты для разметки.
1. Заготовка должна быть очищенной
от грязи, ржавчины, налёта, особенно в тех местах, где будет проводиться
разметка
2. Заготовка должна быть без
дефектов, сколов, трещин, деформаций
3. Разметку производим на
разметочных плитах
4. В соответствии с чертежом
(образцом, шаблоном) проводим линии чертилкой или же мелом
5. Если линии, проведённые
чертилкой, оказались не правильными, то заготовку считают браком
Инструменты: линейка, угольник, чертилка
– это стальной стержень, заострённый с двух сторон и одна сторона достигнута
90º, мел, кернер – состоит из углеродистой инструментальной стали, предназначен
для проделывания углублений, штангенциркуль
Измерение
наружных и внутренних поверхностей, глубины и др. с помощью штангенциркуля.
1. Перед началом измерений нужно
провести проверку на точность. Для этого надо совместить губки штангенциркуля.
При этом нулевые риски обеих шкал должны совпасть.
2. Измеряя деталь, нельзя
допускать перекоса губок штангенциркуля. Положение их обязательно фиксируется
стопорным винтом.
3. При измерении штангенциркулем
целое число миллиметров отсчитывают по миллиметровой шкале до нулевого штриха
нониуса, а десятые доли миллиметра — по шкале нониуса начиная от нулевой отметки
до той риски, которая совпадает с какой-либо риской миллиметровой шкалы.
2. Техника правки металла. Инструменты для правки металла.
1. Обнаруженный изгиб отмечают
мелом
2. В левую руку берут плоскогубцы
и в них закрепляют искривленную деталь и кладут на плиту или наковальню
изогнутой частью кверху.
3. В правую руку берут молоток с
круглым бойком и наносят кистевые удары по выпуклым местам широкой стороны,
производя сильные удары по наибольшей выпуклости и уменьшая их .в зависимости
от величины изогнутости; чем больше кривизна и толще полоса, тем сильнее нужно
наносить удары, и наоборот, по мере выпрямления полосы ослаблять их, заканчивая
правку легкими ударами.
3. Техника гибки металла.
1. Гибку выполняют киянкой. Можно
пользоваться слесарным молотком, но удары следует наносить не по заготовке, а
по деревянному бруску, который будет отгибать металл, не оставляя на нем
вмятин.
2. Тонкие детали, изделия из
проволоки гнут плоскогубцами или круглогубцами.
3. Гибку небольших заготовок из
тонколистового металла выполняют в тисках.
4. Чтобы не испортить поверхность
заготовок, на губки тисков надевают нагубники.
5. Заготовку в тисках закрепляют
так, чтобы линия сгиба (разметочная риска) находилась на уровне нагубников.
6. Первоначально лёгкими ударами
сгибают края заготовки, а затем переходят к её средней части.
Инструменты: стальные слесарные
молотки с квадратными и круглыми бойками массой от 500 до 1000г, деревянные
молотки, плоскогубцы и круглогубцы, тиски
4. Техника резки металла. Инструменты для ручной резки.
1. Для резки
ручными ножницами надо раскрыть ножницы и всунуть между лезвиями лист металла
максимально глубоко.
2. Далее надо
произвести несколько режущих движений ножницами, не смыкая при этом лезвия
полностью. Если сомкнуть лезвия ножниц полностью, то металлический лист
повредит концы инструмента.
3. После этого
ножницы раскрываются, продвигаются вперед, насколько это возможно и вновь
производится несколько режущих движений.
4. Максимальная
толщина стального листа не должна превышать 1,5мм
Инструменты: ножницы по металлу,
ножовка, специальные резаки.
Работа ножовкой.
1. Правильно и прочно закрепить
ножовочное полотно в рамке ножовки (не туго и не слабо).
2. Правильно и надежно закреплять
разрезаемый материал в тисках.
3. Правильно вставлять и
закреплять полотно в рамку (передняя поверхность зуба должна быть направлена
вперед) и следит за исправностью инструмента (не работать ножовкой без ручки
или с треснувшей ручкой).
4. При работе держать спину прямо
не заваливаться.
5. От себя – рабочий ход, к себе –
холостой.
Охрана
труда при резке.
1. Правильно и прочно закрепить
ножовочное полотно в рамке ножовки (не туго и не слабо).
2. Правильно и надежно закреплять
разрезаемый материал в тисках.
3. Правильно вставлять и
закреплять полотно в рамку (передняя поверхность зуба должна быть направлена
вперед) и следит за исправностью инструмента (не работать ножовкой без ручки
или с треснувшей ручкой).
4. При работе
держать спину прямо, не заваливаться.
5. Работать на весь ход полотна,
во избежание нагрева полотна в одном месте.
5. Техника опиливания.
1. Зажать деталь в тески.
2. Ручка напильника берётся в
правую руку, левую руку кладём на другой конец напильника
3. Напильник держать строго
горизонтально.
4. При работе
держать спину прямо, не заваливаться.
5. Работать на весь ход
напильника.
Виды насечек напильников.
1. Драчевые
2. Личные
3. Бархатные
6. Техника рубки металла. Инструменты рубки.
1. Зубило берут в левую руку на
расстоянии 20- 25мм от головки.
2. Зубило ставят на поверхность
металла под углом 30-35º и бьют по нему молотком
Инструменты: зубило, молоток,
крейцмейсель.
Охрана
труда при рубке.
1. При работе
держать спину прямо, не заваливаться.
2. Обрубать слой
металла в два приема, сначала предварительно (грубо) 1,5-2мм, а затем
окончательно 0,5-1мм;
3. при рубке
широкой поверхности вначале прорубать канавки крейцмейселем, а затем рубить
металл между канавками с помощью зубила;
4. перед концом
рубки силу удара необходимо ослабить.
7. Нарезание резьбы
Техника нарезания внутренней резьбы.
1. Для нарезания
внутренней резьбы используют метчик.
2. В заготовке
проделывают отверстие на мм меньше диаметра метчика
3. Метчик
вставляют хвостовиком в вороток и рабочей частью вставляют в отверстие и
начинают проделывать круговые движения.
4. При этом
следует делать 1-1,5 оборота по часовой стрелке и 0,5 оборота против часовой
стрелке, для того чтобы снимать стружку.
Техника нарезания наружной резьбы.
1. Для нарезания
внутренней резьбы используют плашку.
2. Плашку
подбирают на мм меньше диаметра детали.
3. деталь крепко
закрепляют в тисках.
4. Плашку
вставляют в плашкодержатель, надевают на деталь и начинают проделывать круговые
движения.
5. При этом
следует делать 1-1,5 оборота по часовой стрелке и 0,5 оборота против часовой
стрелке, для того чтобы снимать стружку.
8. Техника клёпки. Инструменты ручной клёпки.
1. Клёпка производиться с помощью заклёпок.
2. В деталях которые нужно
соединить проделать одинаковые отверстия в местах где нужно их скрепить.
3. В эти отверстия вставляется
заклепка, размер заклёпки подбирается по формуле l = (P1+P2) +
1,5*d
4. Заклёпка оббивается таким
образом чтобы надёжно скрепить две деталь вместе.
Инструменты: молоток, заклёпки.
9. Техника сверления.
1. Вставляем сверло нужного диаметра
в патрон при помощи специального ключа.
2. Кладём деталь на стол так,
чтобы сверло входило на прежде накерненное углубление.
3. Нажимаем кнопку пуск, держим
деталь в плоскогубцах левой рукой, правой рукой опускаем патрон со сверлом.
4. Просверливаем сквозное
отверстие и не выключая станок поднимаем патрон.
Затачивание
сверла.
1. Вручную свёрла затачиваются на
абразивных кругах.
2. Угол заточки выбирается в
зависимости от обрабатываемого материала:
сталь, чугун – 116-118 °,
сталь – 125°,
латунь, бронза 130°,
алюминий 140°.
3. При заточке вручную сверло
берут за рабочую часть левой рукой, как можно ближе к режущей части, правой
рукой несильно прижимают ее заднюю грань к периферии абразивного круга, правой
рукой берутся за хвостовик и плавным движением медленно покачивают и
поворачивают сверло, добиваясь, чтобы его задняя поверхность получила
правильный наклон. Снимать небольшие слои металла следует при слабом нажиме
сверлом на абразивный круг.
Охрана
труда при сверлении.
1. Категорически
запрещается удерживать заготовки руками.
2. Категорически
запрещается менять и устанавливать инструмент во вращающемся шпинделе.
3. Убирать со
стола стружку разрешается только щетками. Запрещается сбрасывать стружку руками
(даже защищенными рукавицами) и сдувать ее.
4. На спецодежде
не должно быть свисающих концов. Рукава должны быть застегнуты или закатаны
выше локтя. Волосы должны быть убраны под головной убор.
5. При сверлении
хрупких материалов, когда возможно летание стружки, необходимо пользоваться
предохранительными очками.
Бронированный и гибкий кабель
Гибкий кабель
Разделка гибкого
кабеля под вулканизацию
1. С двух концов
кабеля на расстоянии 300мм и + 40мм под конус снимают оболочку.
2. С одного конца
кабеля произвести обрезку жил и заземляющей жили на 60мм.
3. С другого
конца кабеля произвести обрезку жил и заземляющей жили на 60мм.
Сращивание гибкого
кабеля
1. Соединяем жилы
одним из 3-х способов: скруткой.
2. Соединённые
жилы обматывают сырой резиной толщиной не более толщины изоляции.
3. Заземляющую
жилу соединяют скруткой и изолируют лакотканью.
4. Между жилами
укладываем сырую резину и предаем круглую форму, сверху наматываем миткалевую
ленту толщиной 10мм.
5. Затем
покрываем порошком из кальки и наматываем миткалиевую ленту.
6. Кабель
укладываем в вулканизатор с температурой 140ºС на 40-50 минут.
7. Кабель
вынимают из вулканизатора, снимают миткалевую ленту и производят зачистку
кабеля.
Бронированный кабель
1.Мегаомметром на И=2500В
проверить сопротивление изоляции соединяемых концов кабеля.
2. На расстоянии 220мм от конца кабеля кольцевым
продольным разрезом снимают защитную оболочку.
3. На расстоянии 5-10мм от среза защитной
шланговой оболочки устанавливают хомут.
4. На расстоянии 170мм от
конца кабеля делают кольцевой надрез и броню удаляют.
5. На расстоянии 170мм от
конца кабеля делают надрез, поясную изоляцию удаляют.
6. Основные жилы разводят,
экран удаляют с основных жил.
7. С концов основных жил
удаляют изоляцию на расстоянии равном половине длинны гильзы +10мм.
8. Основные жилы загибают,
чтобы их было удобно соединять, соединяют медными, алюминиевыми или стальными
гильзами соответствующего сечения.
9. Под установленные на
броне концов кабеля хомуты заводят зачищенные концы изолированного проводника и
жилы заземления.
10. Корпус муфты обрабатывают
разделительной смазкой для свободного отделения застывшей эпоксидной
композиции.
11. Расстояние между
основными жилами, изолированным проводником и стенками съёмного корпуса муфты
должны быть не менее 20мм,
12. Корпус муфты закрывают,
фланцы стягивают болтами,
13. Места ввода кабеля
герметизируют изоляцией.
14. Герметизируют корпус
муфты глиной.
15. Эпоксидную композицию
заливают тонкой струйкой в течении 10-15мин для полного вытеснения воздуха из
муфты.
16. После полного затвердения съёмная форма снимается.
Одновинтовой насос 1В-20
1В-одновинтовой, 20-производительнось
Назначение
Устройство

Устройство
1. Однозаходный стальной винт.
2. Оболочка резиновая – расположена
в металлическом корпусе, винтовая с шагом винта в 2 раза больше от шага винта
(1).
3. Патрубок всасывания.
4. Шпильки для соединения двух
патрубков (3) и (6).
5. Палец для соединения карданного
вала (11) и промежуточного вала (7).
6. Патрубок нагнетания.
7. Промежуточный вал.
8. Сальниковое уплотнение
(пеньковая набивка с антифрикционной пропиткой).
9. Втулочно-пальцевая муфта – для
соединения вала электродвигателя и промежуточного вала.
10. Палец для соединения карданного
вала (11) и промежуточного вала (7).
11. Карданный вал расположенный
внутри промежуточного вала (7).
12. Соединительное звено для
карданного вала (11), для соединения с металлическим винтом.
13. Крепёжные детали.
14. Подшипниковая опора для
подшипника для промежуточного вала (7).
15. Соединительная трубка для
соединения патрубка всасывания и нагнетания, для изменения подачи насоса, для
подачи воды из трубопровода нагнетания в патрубок всасывания (3) под винт (1),
для того чтобы была вода между винтом (1) обоймой (2), при отсутствии воды в
трубопроводе всасывания (для исключения истирания резиновой обоймы (2)).
16. Вентиль для измерения подачи насоса.
17. Пробка для заправки
подшипниковой опоры смазочным материалом.
Требования
техники безопасности
При
проведении осмотров, наладок и эксплуатационных испытаний насосных установок:
1.
Устанавливать контрольно-измерительные приборы в местах безопасных для
обслуживания.
2. При
включении масляных выключателей высоковольтных двигателей пользоваться
резиновыми перчатками.
3.
Манометр и вакуумметр содержать в исправности, запломбированными, осуществлять
их контрольную проверку не реже двух раз в под.
4. Для
защиты от поражения электрическим током следить за исправностью реле утечки.
5.
Запрещается работа насоса без защитного кожуха для муфты.
6.
Регулировку и подтяжку сальников производить только при отключенном насосе.
7.
Электродвигатель должен иметь заземление.
8.
Корректированный уровень звуковой мощности электронасосных агрегатов,
должен соответствовать таблице.
Работа
Насос может работать как
самовсасывающий, так и при заливке водой.
Неисправности
Характерные неисправности и
способы их устранения 1В20
|
||
Неисправность
|
Причина
неисправности
|
Способы
устранения
|
Чрезмерный
нагрев шарикоподшипников
|
Повреждение
или износ шарикоподшипников
|
Разобрать
насос и заменить шарико-подшипники
|
Сальник
греется
|
Чрезмерная
затяжка сальника или перекос грундбуксы.
Через сальник
протекает недостаточное количество воды или вода совсем не протекает
|
Проверить затяжку
сальника, устранить перекос грундбуксы. Ослабить затяжку сальника.
|
Через сальник
протекает много воды
|
Сработалась
сальниковая набивка
Набивка
недостаточно уплотнена
|
Заменить
набивку. Уплотнить набивку.
|
Во время
работы произошла остановка
|
В насос
попали посторонние предметы (камешки,
щепки и т.д.) размером более
допустимого
|
Немедленно
выключить электродвигатель и провернуть муфту насоса вручную. Если муфта не
проворачивается, разобрать насос и очистить его.
|
Уменьшилась
подача насоса
|
Открыт кран
на перепускном устройстве. Электродвигатель работал на пониженном напряжении,
впоследствии чего он не развивал полного числа оборотов. Загрязнение сетки
на всасывании.
|
Закрыть кран.
Проверить
напряжение в сети.
Очистить
сетку.
|
Стук в
карданных сочленениях
|
Сработались
детали карданного соединения рабочей части
|
Остановить
насос и заменить изношенные детали.
|
Насос не засасывает
жидкость
|
Подсос
воздуха на всасывающей линии насоса вследствие не плотности соединений
|
Обеспечить
герметичность соединений
|
Сработались
резиновые кольца муфты
|
Нарушена
центровка насоса и двигателя
|
Сменить
резиновые кольца и отцентрировать насос с двигателем.
|
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
1. Ежесменное межремонтное ТО
дежурным персоналом.
2. Ежесуточное межремонтное ТО
ремонтным персоналом.
3. Еженедельное межремонтное ТО
ремонтным персоналом.
4. Ежемесячное Ремонтное
обслуживание (РО) ремонтными слесарями под руководством главного механика шахты
по стационарному оборудованию.
5. Первый текущий ремонт (Т1) один раз в шесть
месяцев ремонтными слесарями.
6. Второй
текущий ремонт (Т1) один раз в год ремонтными слесарями.
Разборка и сборка насоса 1В20
1. Произвести наружный осмотр,
отключить насос, убедиться в наличии всех деталей, приспособить к разборке.
2. Отвинтить 4 гайки и снять
насос в сборе со станины, предварительно рассоединив муфту соединения насоса с
электродвигателем.
3. Отвинтить болты
предохранительный кожух.
4. Отвинтить гайки и снять 4
стяжных шпильки, которые зажимают обойму между корпусами.
5. Отсоединить перепускное
устройство.
6. Отсоединить чугунный
всасывающий корпус.
7. Отсоединить обойму.
8. Отсоединить карданный вал.
9. Заменить изношенные детали.
10. Отвинтить 4 болта с крышками
коробки и извлечь приводной вал.
11. Сборка в обратном порядке.
Подписаться на:
Комментарии (Atom)